Zaman yarat: 01/27/2019
3D baskı, bir makinede baskıya basmaktan çok daha fazlasıdır, bilgisayardaki bir 3D model ile başlayan ve mükemmel boyutlara sahip şık bir parça ile biten çok aşamalı bir işlemdir. Bu kılavuz, endüstriyel kalitede 3B basılı bir parça üretmek için atılan adımların her birinde size rehberlik edecektir. Bu süreç, bazı insanların hayal ettiği kadar karmaşık değildir ve kabaca 15 aşamada özetlenebilir. Sırasıyla her birine hızlıca bir göz atalım.
Herhangi bir baskı yapılmadan önce detaylı bir 3D model gereklidir. Bu, CNC işleme gibi geleneksel tekniklere benzer, ancak dosyaların nasıl hazırlandığı ve gereken analiz türünde önemli farklılıklar vardır. Dosya 3B modelleme yazılımına aktarılır ve bir analiz süresinden sonra optimizasyonları tartışmak için bir toplantı yapılacaktır. Bu değişiklikler genellikle çok küçüktür ve modelin yazdırılmasını kolaylaştırmayı amaçlamaktadır. Bazen tamamen katı bir parçanın baskısı ağırlık ve malzeme atığından dolayı istenmeyen bir durumdur, bu nedenle teknisyenler 3D modeline kürlenmemiş reçinenin dışarı akmasına izin verecek, hafif ve içi boş bir parça veren drenaj delikleri ekleyecektir.

Bitmiş tasarımın render
Parçanın yapım odasındaki oryantasyonu çok önemlidir ve destek yapılarının miktarını ve konumunu belirler, bu nedenle erken karar verilmesi gerekir. Genellikle parça, desteklerin çoğunlukla daha az görünür, örneğin arka veya alt kısımda olacak şekilde konumlandırılacaktır. Destek malzemesi ile tutturmayı kolaylaştırdığından parçayı yaklaşık 45 derece açılı yapmak genellikle en iyisidir. Daha fazla dikey parça daha az stabil olacaktır ve bu nedenle daha fazla destek malzemesi gerektirir.

Parçanın işlenmesi
Desteklerin tam olarak nereye yerleştirileceğini belirleyen hesaplamalar son derece karmaşıktır ve en iyi yazılım tarafından gerçekleştirilir. Yazılım tarafından üretilen destekler genellikle kötü değildir ve yetenekli teknisyenlerin deneyimlerine dayanarak bazı ince ayarlamalar yapmaları en iyisi olmasına rağmen işi halleder.

Yazılım oluşturulan destekler
CNC işleme gibi diğer teknolojilerle karşılaştırıldığında, SLA 3D yazıcıların hazırlanması için çok az şey gerekir. Yapı platformu monte edilir ve tank reçine ile doldurulur. Çoğu zaman yeni doldurulan reçinenin yüzeyi köpük veya kabarcık içerecektir, bu nedenle kazınması gerekir. Bundan sonra, makinenin tekrar kapama bıçağı, tam seviyede olduğundan emin olmak için reçineden yavaşça geçer.

Yüzey kabarcıkları kaymağını
Bu işlem yapılırken, desteklerle tamamlanmış işlenmiş 3B model SLC biçiminde bir dosya olarak kaydedilir ve USB stick ile makineye aktarılır. Makineye yüklendikten sonra, baskı ekibi tarafından yakından kontrol edilir ve son baskı yönü ayarlanır.

Bir USB çubuğu kullanarak dosya makineye aktarılır
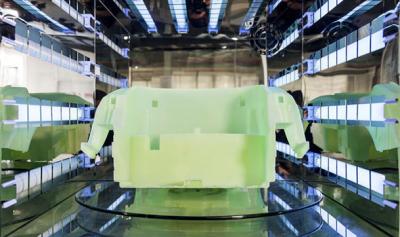
Her şey bir kez hazırlandıktan sonra, baskıya başlama ve üretime başlama zamanı geldi. Biz SLA baskı diğer maddelerde nasıl çalıştığını teknik ayrıntılarını ele aldık, bu yüzden reçine tabaka tabaka tedavi nasıl mekaniği ilgilenen eğer bu konuda okuyabilirsiniz burada . İşlem özerktir ve herhangi bir personelin yakından izlemesine veya yazdırma sırasında herhangi bir girdi sağlamasına gerek yoktur. Baskı süresi, parça boyutu, parça karmaşıklığı, kullanılan malzemeler, oryantasyon, tabaka boyutu ve diğerleri gibi çok sayıda faktör tarafından belirlenir. Endüstriyel yapılar genellikle 24 saatten uzun sürer, ancak genellikle eşdeğer CNC üretim işleminden daha hızlıdır. Baskı tamamlandığında, yapım platformu otomatik olarak orijinal konumuna geri yükselir ve bitmiş parça reçineden çıkar.

Reçine yüzeyindeki lazer
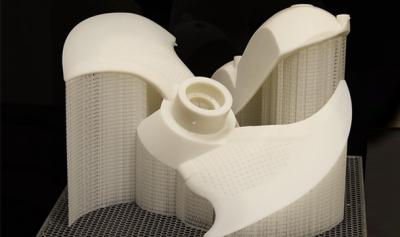
Parça yazdırılırken, bitişi etkileyeceği için yapım platformuyla doğrudan temas halinde değildir. Bunun yerine, destek malzemesi doğrudan yapı platformunun kafesli ızgarasına basılır ve daha sonra parçanın kendisi bu desteklere basılır. Yapı platformu bir ızgaradır, böylece sıvı reçine içinden akabilir. Parça bittiğinde, parça kazıyıcı ve biraz güç gerektiren yapı platformundan çıkarılmalıdır. Tabanın hasar görmesi bir sorun değildir, çünkü bu malzeme yine de çıkarılmak üzere.

Bitmiş kısım hala baskı platformuna yapışmış
Kaldırıldıktan sonra parça alkol banyolarına taşınır. Bunlar kontrollü koşullar altında ayrı bir odada tutulur ve işleyici tam vücut koruması giymelidir. Alkolle yıkamanın amacı, parçanın yüzeyindeki kurumuş kalıntıları ortadan kaldırmak ve ayrıca destek malzemesinin çıkarılmasını kolaylaştırmaktır. Üç adet alkol banyosu vardır ve bölüm sırayla her birinden geçer. İlk banyoda, basitçe alkole batırılır ve hafifçe yıkanır. İkinci banyoda destek malzemesi elle parçalanır ve hala mevcut olabilecek kalıntıları gidermek için bir miktar fırçalama yapılır. Üçüncü banyoda fırçalama biraz daha kuvvetlidir. Yıkama işlemi tamamlandıktan sonra, parça hava ile iyice püskürtülür.

Alkolle fırçalamak
Kurutulan kısım daha sonra bir tezgah üzerine yerleştirilir ve personel en fazla inatçı olanı çıkartır. Bu, keskin araçlar ve biraz da beceri ve sabır gerektirir. Amaç, parçaya zarar vermeden pürüzsüz bir yüzey bırakmaktır. Sonuncusu kazındıktan sonra ilk zımparalama zamanı. Bu öncelikle, destek malzemesinin çıkarılması sırasında meydana gelen pürüzlülüğü düzeltmek ve parçayı kürlenme için hazırlamaktır.

Drenaj deliklerinin temizlenmesi
Kürlenme ile ilgili bu aşamanın neden gerekli olduğunu ve nasıl çalıştığını ayrıntılı olarak açıklayan özel bir makalemiz var. Basitçe söylemek gerekirse, yeni basılmış SLA parçaları henüz maksimum polimerizasyon seviyesine ulaşmamıştır ve ek bir kürlenme süresi gerektirir. Bazı malzemeler için bu tamamen gerekli değildir, ancak çoğu malzeme UV fırında kısa süre bırakılarak önemli ölçüde iyileştirilir. Parçanın düzgün bir kür alması önemlidir, böylece fırında bir döner tabla bulunur ve UV ampulleri bu parçayı çevreler.

Sertleşen fırında
Endüstriyel 3D baskılarda doğruluk çok önemlidir, bu nedenle kalite kontrolü söz konusu olduğunda özen gösterilmesi önemlidir. Özellikle, basılı parçanın boyutlarının orijinal 3D modeline kıyasla gerekli toleranslar dahilinde olduğunu onaylamak gerekir. Mümkün olan en doğru ölçümleri elde etmek için, uzaktan kumandalı bir robot kol kullanılır. Parça yüzeyinin görüntülerini çekmek ve bunları pürüzlülük veya düzensizlik için kontrol etmek için mikroskobik bir kamera da kullanıyoruz.

Drenaj deliklerinde dosyalama
Şimdi başka bir zımparalama turunun gerçekleşmesinin zamanı geldi ve mikroskobik kamera tarafından özellikle sert alanlar tanımlandıysa, zımpara makinesi bunlara odaklanabilir. Bu zımparalama turunun temel amacı, parçayı boyamaya hazırlamaktır.
Resim birkaç aşamada gerçekleşir. Her şeyden önce, taze zımparalanan kısma bir astar püskürtülür. Boya kuruduktan sonra, ana kat uygulanmadan önce yüzeyin mümkün olduğunca pürüzsüz olmasını sağlayan başka bir yoğun zımparalama turu vardır. İstenilen efekti elde edene kadar parçaya ve istenen cilaya bağlı olarak, bunun gibi birkaç boyama ve zımparalama turu olabilir.

Astarın zımparalanması
Boyama, tüm işlemin en yetenekli bölümlerinden biridir ve özellikle çoklu renkler gerektiğinde bu geçerlidir. Boyanın eşit şekilde uygulanması esastır ve boyanın bazı bölgelere diğerlerine göre daha kalın uygulanması çok kolaydır, bu nedenle bu aşama en iyi deneyimli personel tarafından gerçekleştirilir. Kabarcık veya tozdan kaçınmak da önemlidir ve boya her zaman laboratuar koşullarında gerçekleşir. Çok renkli parçalarda, farklı renkler sırayla püskürtülürken maskeleme bandı uygulanmalıdır. Tahmin edebileceğiniz gibi, bu son derece ayrıntılı ve titizlikle çalışır ve mükemmel bir kontrast elde etmek kolay değildir.

Üst kat üzerine püskürtme
Üst kat uygulandıktan sonra, yüzey çekici bir parlaklığa parlatılır. Etkili cilalama, düşündüğünüzden daha fazla zaman ve beceri gerektirir, ancak doğru şekilde yapıldığında sonuçlar çarpıcıdır.

Bitmiş makale
Baştan sona kadar tüm süreç genellikle geleneksel alternatiflerden çok daha hızlı olan sadece 2 ila 3 gün sürer. SLA 3D baskısının nasıl çalışabileceği hakkında daha fazla bilgi edinmek istiyorsanız, sizden haber almaktan memnuniyet duyarız!




 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk